
The Toyota Way
The following is a short summary Jeffery Liker’s book “The Toyota Way” 2nd edition.
This article is meant as an introduction for anyone who wants to learn the very basics of The Toyota Way - enough the get curious, get discussions going and start reflecting and comparing to other methodologies and principles. It includes a slide deck, with a slide for each of the 14 principles. Some parts of this article are 1:1 quotes from Jefferey Likers 2nd edition of “The Toyota Way”. It’s clearly marked which parts.
👈 Click to expand slide deck

The Toyota Production System (TPS)
- NOTE
-
This first section — introducing the house — is copied straight over from Jeffrey’s own introduction in the book “The Toyota Way” 2nd edition (pages xxi- xxiii)
A cornerstone of the Toyota Way is “challenge,” and there was no shortage of challenges. When Toyota was struggling to survive in its early years, with few resources and very low demand, Taiichi Ohno was asked to find a way to match Ford Motor Company’s productivity, which, owing to its size and economies of scale, was about nine times greater than that of Toyota. Faced with a seemingly impossible task, Ohno did what every Toyota leader has done before and after — go to the gemba, experiment, and learn. And like other great Toyota leaders he succeeded. He built on the core philosophies and methods of founders Sakichi Toyoda and his son Kiichiro Toyoda to develop the framework now called the Toyota Production System.
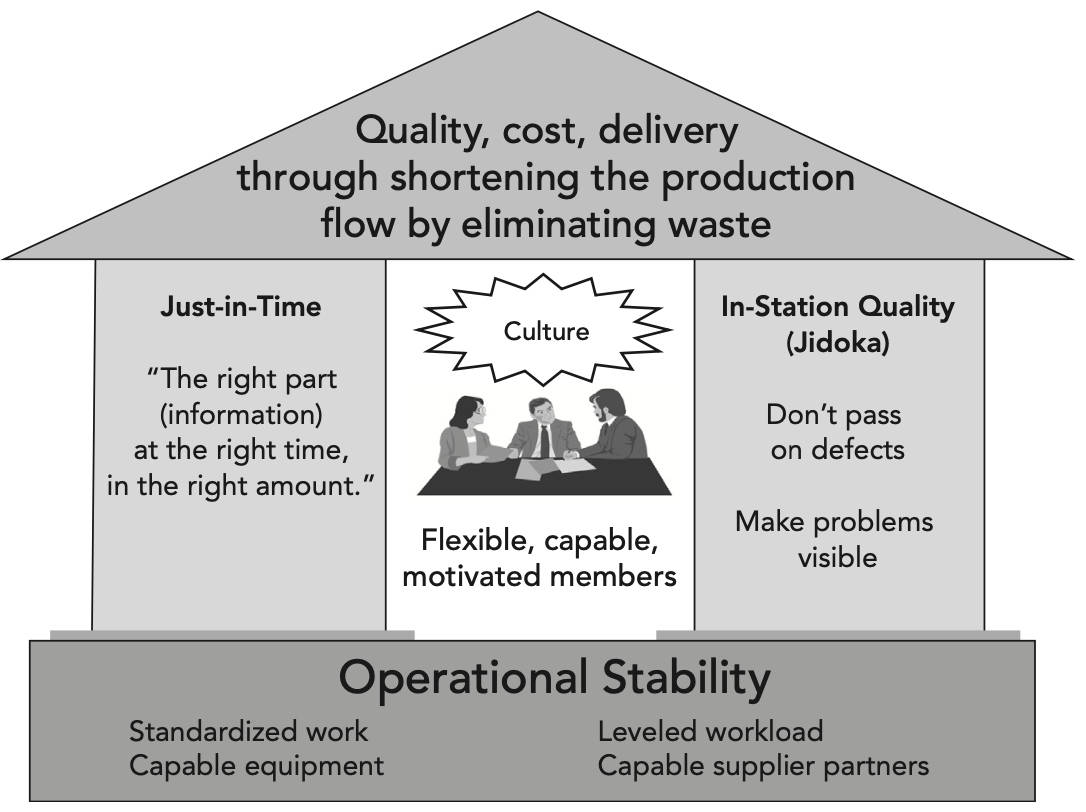
Ohno originally did not want TPS drawn as a picture, because he said TPS was something live on the shop floor, not something dead in a drawing. He said, “If we write it down, we kill it.” Nonetheless, it was eventually drawn as a house with two pillars and a foundation, a structure that is only as strong as all the parts working together.
The in-station quality pillar is attributed to Sakichi Toyoda, who invented the first fully automated loom for making cloth. One of his many inventions along the way was a device that automatically stopped the loom when a single thread broke, which called attention to the problem so humans could fix it as quickly as possible. He called this “jidoka,” a machine with human intelligence. These days it is often referred to as in-station quality—which means, don’t let a defect escape your station. The second pillar is just-in-time, attributed to Kiichiro Toyoda, who founded the automotive company. He declared Toyota would “remove slack from all work processes” and follow the principles of JIT — a move that was necessary at the time just to avoid bankruptcy. He designed detailed processes for doing this. The foundation of the house in the figure, or the company by extension, is operational stability, which means a level, stable workflow. A smooth and steady flow of work is necessary to have any chance of achieving just-in-time flow and fixing problems as they occur. And at the center of these processes are flexible, capable, motivated people who are devoted to continually improving.
The missing safety net — lots of inventory (or time or information buffers) - means problems show themselves very quickly and must be solved quickly. Built-in quality comes about as abnormalities are identified by every team member and addressed before they can bleed out to later processes or to the customer. As the problems are solved, the foundation of stability becomes stronger, allowing for less inventory, better flow, and a smaller number of problems, most of which can be effectively controlled as they occur.
At the center of surfacing and solving problems are developed people. They are the brains doing the problem solving. Take away their brains and motivation to improve, and what you have left is a system that hopelessly runs itself into the ground. Continuous improvement means getting better every day and is the driver for building a sustainable enterprise. Only those at the gemba can understand the problems fast enough to react quickly. Continuous improvement depends on a different paradigm of the role of the human—all humans are problem detectors and problem correctors—thinking scientifically.
- NOTE
-
Done with quoting Jeffery Liker - if you Like (pun intended 🤷♂️) you can even skip the rest of this article too and - head straight over to read the appendix “Executive summary …” (pages 377-382 ) in Jeffery Liker’s book “The Toyota Way” 2nd edition
4P model
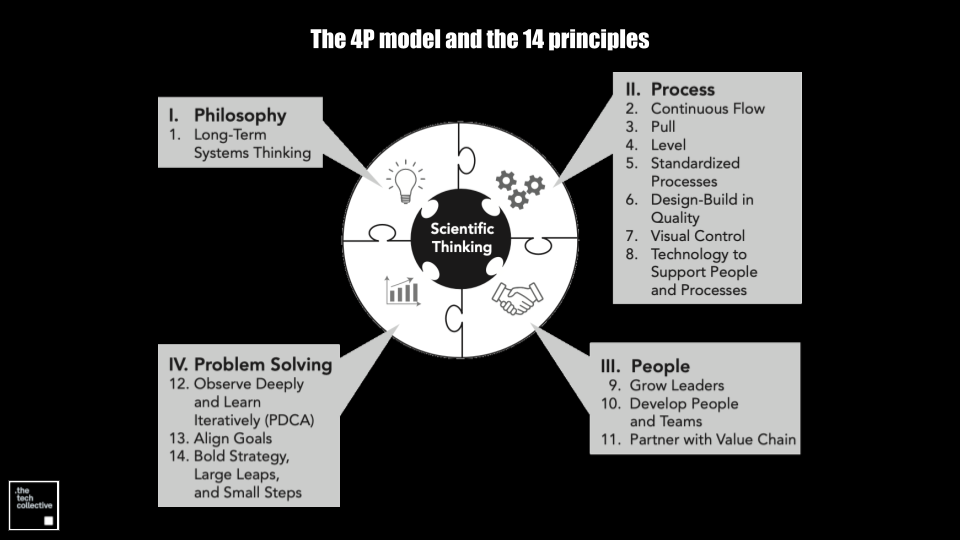
The 4P model of the Toyota Way is a framework that summarizes the 14 management principles of Toyota’s organizational culture. The 4Ps stand for Philosophy, Process, People, and Problem Solving.
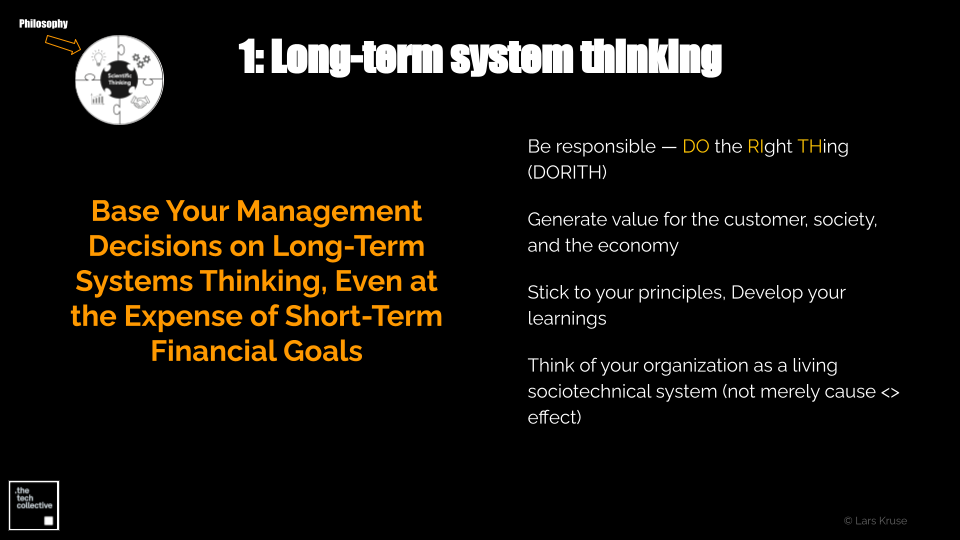
Philosophy
This is the long-term vision and mission of Toyota, which guides its decision-making and actions. It is based on the idea of creating value for customers, society, and the economy. T principle in this category is:
Process
This is the way Toyota designs, operates, and improves its processes to ensure quality, efficiency, and customer satisfaction. It is based on the concept of eliminating waste and maximizing value. Some of the principles under this category are:
- Continuous Flow
- Pull
- Level
- Standardized Processes
- Design-Build in Quality
- Visual Control
- Technology to Support People and Processes
People and Partners
This is the way Toyota develops, engages, and respects its human resources, both internally and externally. It is based on the belief that people are the most valuable asset of the organization and that mutual trust and collaboration are essential for success ². Some of the principles under this category are:
- Grow Leaders
- Develop People and Teams
- Partner with Value Chain
Problem Solving
This is the way Toyota identifies, analyzes, and solves problems using scientific methods and creative thinking. It is based on the practice of continuous improvement and innovation. Some of the principles under this category are:
- Observe Deeply and Learn Iteratively (PDCA)
- Align Goals
- Bold Strategy, Large Leaps, and Small Steps
Glossary
Of some of the terms, tools, techniques and concepts that are described in The Toyota Way:
- Jidoka
-
A Japanese word that means “automation with a human touch”. It refers to the ability of machines or processes to stop automatically when a problem occurs, preventing defects from being passed on to the next stage. Jidoka also empowers workers to stop the production line and call for assistance when they encounter a quality issue or abnormal situation.
- Heijunka
-
A Japanese word that means “leveling”. It refers to the practice of smoothing out the production flow by balancing the mix and volume of products or services to match the customer demand. Heijunka helps to reduce inventory, overproduction, and uneven workloads.
- Gemba
-
A Japanese word that means “the real place”. It refers to the actual location where the value-adding work is done, such as the shop floor, the office, or the customer site. Gemba is also the principle of going to the source of the problem and observing the situation firsthand, rather than relying on reports or secondhand information.
- Genchi Genbutsu
-
A Japanese phrase that means “go and see for yourself”. It is a way of verifying the facts and data by going to the gemba and observing the actual conditions and processes. Genchi Genbutsu helps to identify the root causes of problems and find effective solutions.
- Kaizen
-
A Japanese word that means “change for the better”. It refers to the philosophy and practice of continuous improvement, involving everyone in the organization, from top management to frontline workers. Kaizen is based on the idea that small, incremental changes can lead to significant results over time.
- Kanban
-
A Japanese word that means “signboard” or “card”. It refers to a visual tool that signals the need for replenishment of materials or information in a pull system. Kanban helps to regulate the flow of work and prevent overproduction and excess inventory.
- Andon
-
A Japanese word that means “lamp” or “signal”. It refers to a system of lights or sounds that indicate the status of a machine or process, such as normal, abnormal, or emergency. Andon also enables workers to alert supervisors or managers when they need help or support.
- Hansei
-
A Japanese word that means “reflection” or “self-examination”. It refers to the process of reviewing one’s actions and outcomes, identifying strengths and weaknesses, and learning from mistakes and successes. Hansei is a key element of the PDCA (Plan-Do-Check-Act) cycle and the basis for continuous improvement.
- Poka-yoke
-
A Japanese term that means “mistake-proofing” or “error prevention”. It refers to the design of devices or methods that prevent or detect human errors before they cause defects or accidents. Poka-yoke helps to ensure quality and safety at the source.
- A3 report
-
A one-page document that summarizes the problem, analysis, countermeasures, and results of a project or improvement initiative. The name A3 comes from the size of the paper used, which is equivalent to 11 x 17 inches. The A3 report follows a standard format and uses visual aids such as charts, graphs, and diagrams to communicate the information clearly and concisely.
- 5S
-
A method of organizing and maintaining the workplace in a clean, orderly, and safe manner. The name 5S comes from the first letter of the five Japanese words that describe the steps: seiri (sort), seiton (straighten), seiso (shine), seiketsu (standardize), and shitsuke (sustain).
- Five whys
-
A technique of asking “why” repeatedly until the root cause of a problem is uncovered. The number five is not fixed, but it is a general guideline that suggests that asking why five times is usually enough to get to the core of the issue.
- Stand-up meeting
-
A short, daily meeting that involves the team members standing in a circle and sharing their progress, challenges, and plans for the day. The stand-up meeting helps to improve communication, coordination, and collaboration among the team members and resolve any issues quickly.
- One-piece flow
-
A way of producing and delivering products or services in a continuous and uninterrupted manner, with each unit moving from one process to the next without waiting or batching. One-piece flow reduces cycle time, inventory, defects, and waste, and improves quality, efficiency, and customer satisfaction.
- Muda, mura, muri
-
Three Japanese words that describe the types of waste that should be eliminated from the production system. Muda means “waste” or “non-value-added activity”, such as defects, overproduction, waiting, transportation, inventory, motion, and processing. Mura means “unevenness” or “variation”, such as fluctuations in demand, workload, or quality. Muri means “overburden” or “excess”, such as unreasonable expectations, excessive pressure, or unnecessary complexity.
- SMED
-
An acronym for Single-Minute Exchange of Die, which is a technique of reducing the setup time of machines or processes to less than 10 minutes. The name SMED comes from the idea that the setup time should be measured in single-digit minutes. SMED helps to increase flexibility, productivity, and responsiveness to customer needs.
- Value stream
-
The sequence of activities and processes that create and deliver value to the customer, from the initial request to the final delivery. The value stream includes both value-added and non-value-added steps, and can be mapped and analyzed to identify and eliminate waste and improve efficiency and effectiveness.
- Hoshin Kanri
-
A Japanese term that means direction management or policy deployment. It refers to a strategic planning and execution method that aligns the goals, actions, and measures of the entire organization, from top management to frontline workers. Hoshin Kanri helps to ensure that everyone is working toward the same vision and objectives, and that the resources and efforts are focused on the most important priorities.
- Nemawashi
-
A Japanese word that means preparing the soil or laying the groundwork. It refers to the process of building consensus and support for a decision or change by consulting and involving the relevant stakeholders beforehand. Nemawashi helps to avoid resistance, conflict, and misunderstanding, and to ensure a smooth and successful implementation.
- Obeya
-
A Japanese word that means “big room” or “war room”. It refers to a dedicated space where the project team members meet regularly and display the information and data related to the project, such as the goals, plans, progress, issues, and results. Obeya helps to facilitate communication, collaboration, and problem-solving among the team members and stakeholders.
- Takt time
-
A German word that means beat or rhythm. It refers to the rate of customer demand or the time available to produce one unit of product or service. Takt time is calculated by dividing the available production time by the customer demand. Takt time helps to synchronize the production flow and balance the capacity and demand.
- Standard work
-
A set of documented procedures and instructions that define the best and most efficient way of performing a task or process. Standard work specifies the sequence, timing, and quality of the work, as well as the required tools and materials. Standard work helps to ensure consistency, quality, and safety, and to provide a baseline for improvement.
- PDCA
-
This stands for Plan, Do, Check, Act. It is a four-step cycle that helps to identify and solve problems in a systematic and efficient way. The steps are:
- Plan: Define the problem, analyze the root causes, and propose a solution.
- Do: Implement the solution on a small scale and collect data.
- Check: Evaluate the results and compare them with the expected outcomes.
- Act: If the solution is effective, standardize it and apply it to the whole process. If not, identify the gaps and start the cycle again.
- SDCA
-
This stands for Standardize, Do, Check, Act. It is a similar cycle to PDCA, but it focuses on maintaining and controlling the process performance after the improvement has been achieved. The steps are:
- Standardize: Establish the best practices and procedures for the process and document them.
- Do: Execute the process according to the standards and collect data.
- Check: Monitor the process performance and identify any deviations or abnormalities.
- Act: If the process is stable and consistent, sustain the standards and prevent the recurrence of problems. If not, take corrective actions and start the cycle again.

{kind=link}
Comments